перейти на главную страницу перейти на список публикаций
Технические решения развития производства
предварительно теплоизолированных элементов сетей
горячего водоснабжения и тепловых сетей.
к.т.н. Двойнос Я. Г., e-mail: yaroslav44@narod.ru
Украина, как и многие страны Восточной Европы имеет большие резервы экономии энергоресурсов, в первую очередь, - экономии тепла в коммунальной сфере за счет использования труб подачи горячей воды с заводской тепло- и гидро- изоляцией.
Разработанный проект национального стандарта [1], устанавливает требования к трубопроводам предварительно теплоизолированных вспененным полиуретаном для сетей горячего водоснабжения и тепловых сетей. Необходимость принятия стандарта очевидна, его внедрение потребует модернизации существующих производств, станет испытанием на стойкость для органов сертификации и позволит строительным организациям более полноценно реализовать свои контракты.
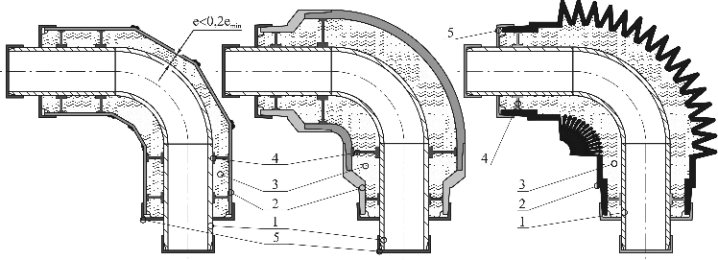
Опыт внедрения межгосударственного стандарта ГОСТ 30732 в РФ позволяет автору сделать вывод, - способ изготовления гидрозащитной оболочки фасонных изделий в ближайшей перспективе должен быть изменен. Оболочка фасонных изделий, в настоящее время, изготавливается ручным, малопроизводительным способом, методом сварки встык элементов оболочки (SDR»40), с усилением также элементами оболочки ручным сварочным инструментом (рис. 1а). Соединение оболочки фасонного изделия с оболочкой трубы выполняется мягкой термоусадочной лентой (практически – это клеевое соединение). Внешний вид таких изделий вызывает желание заказать усиленный вариант (многочисленные накладки из оболочки утяжеляют изделие и создают эффект надежности). Применение жестких (рис. 1б) и гибких (рис. 1в) модульных элементов оболочки фасонных изделий с раструбной сваркой позволяет гарантировать герметичность оболочки фасонных изделий, ее механическую прочность и надежность соединения с оболочкой трубы.
|
Рис. 1а, традиционная конструкция |
Рис. 1б, конструкция из жестких модульных элементов |
Рис. 1в, конструкция из гибких модульных элементов |
|
Отвод 90° стальной трубы в ППУ изоляции, в ПЭ оболочке, поз. 1 – сварной стальной отвод, поз. 2 – гидрозащитная оболочка, поз. 3 – пенополиуретан, поз. 4 – опоры, поз. 5 – транспортные заглушки |
||
Производство модульных элементов гидрозащитной оболочки методом ротационного формования достаточно просто может быть перепрофилировано на выпуск колодцев, полностью гидрозащищенных, рис. 2, которые востребованы также для систем кабельной, ливневой, бытовой канализации и дренажа, и без которых невозможна эксплуатация инженерных сетей. Ротационное формование позволяет использовать металлические закладные элементы, армирующие конструкцию и облегчающие ее установку на строительной площадке.
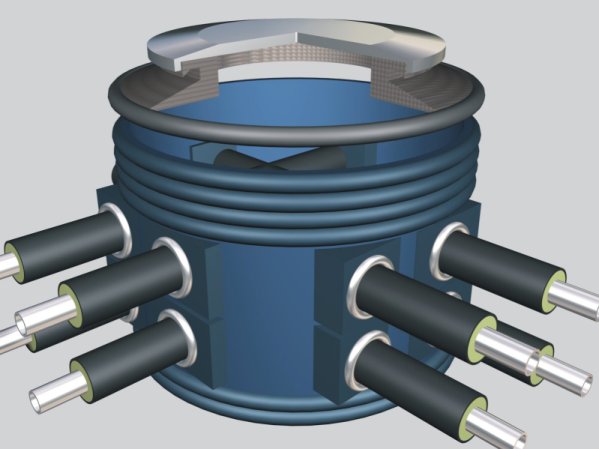
Рис. 2 Технологический колодец с бетонной крышкой и металлическим люком.
Литература:
[1]. Семенец А.: Стандарт для теплотрасс: акцент на качество. – Инженерные сети из полимерных материалов, №2, 2005, с.30-32.
перейти на главную страницу перейти на список публикаций